








| 适用范围 | 冲孔生产线 |
|---|---|
| 运输方式 | 快递 |
| 执行质量标准 | 国标 |
| 工艺类型 | 冲压成型模 |
| 作用对象 | 金属 |
| 发货期限 | 3天 |
| 品牌 | 锦锻 |
| 型号 | 冷冲压 |
| 打样周期 | 1-2天 |
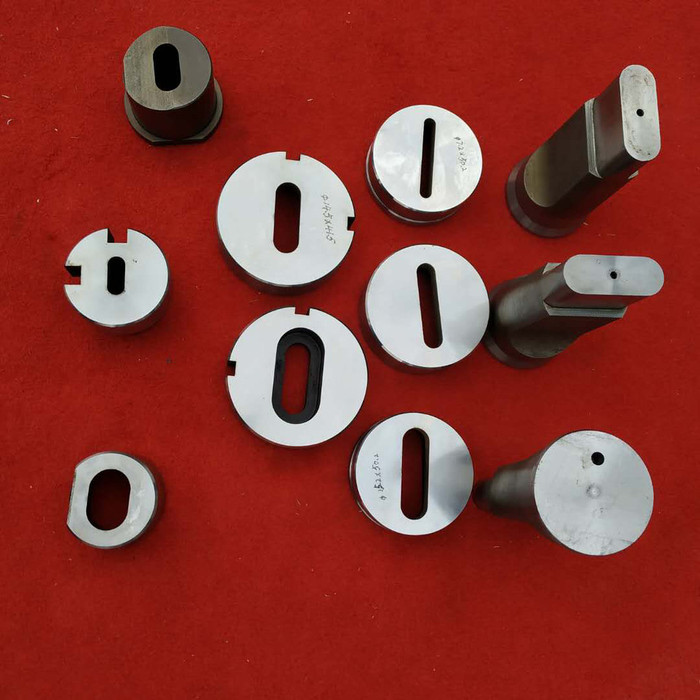
冲头是配合着冲头杆,冲头螺母,冲母一起使用的。一般用于铁塔厂冲孔用途。国内的专业生产厂家生产冲头的精度均可以达到±0.002mm,居于国际水平。






 冲压模具在冷冲压加工中,将材料加工成零件。冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,在工业生产中比较常见。冲压模具是冲压生产的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和模具配件的精密度质量等有着直接的关系。 硬质合金冲头作为冲压模具工作时的部件,又叫做硬质合金冲棒,属于可替换的模具耗材类产品。冲针根据材质、形状、用途的不同可以分为SKD、SKH、ASP冲针、引导冲、子母冲针、抽牙冲针、检知梢、六角冲针、椭圆冲针、成型冲针、扇型冲头、异形冲针、高速钢冲针和高品质要求的硬质合金冲棒,广东这边也习惯叫做钨钢冲针。 工业生产中冲压模具使用的硬质合金冲头,可以根据产品的不同需求,制作出不同形状的冲棒,进行批量化的孔加工。尤其是在级进模具成套生产作业中,比如电脑的机箱,上面**有很多的散热孔,还有手机、许多的电器,机械上面都会用到,普通的钻床,或是车、铣床加工,只能加工出圆孔,而冲压的时候,大型冲床,同时加工出几百个孔。 冲头也叫凸模、上模、阳模、冲针等冲头是冲头是安装在冲压模具上的金属零件,应用于与材料的直接接触,使材料发生形变、裁切材料。模具冲头一般采用高速钢和钨钢等作为材质,有高速钢冲头和钨钢冲头等关于冲压加工方式的相关知识:安装在压力机上的模具装配了模具冲头之后直接与材料(金属或非金属)接触,使材料发生分离或塑性变形,从而获得所需的零件。冲压是在室温下,利用安装在压力机上的模具冲针对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具在冷冲压加工中,将材料加工成零件。冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,在工业生产中比较常见。冲压模具是冲压生产的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和模具配件的精密度质量等有着直接的关系。 硬质合金冲头作为冲压模具工作时的部件,又叫做硬质合金冲棒,属于可替换的模具耗材类产品。冲针根据材质、形状、用途的不同可以分为SKD、SKH、ASP冲针、引导冲、子母冲针、抽牙冲针、检知梢、六角冲针、椭圆冲针、成型冲针、扇型冲头、异形冲针、高速钢冲针和高品质要求的硬质合金冲棒,广东这边也习惯叫做钨钢冲针。 工业生产中冲压模具使用的硬质合金冲头,可以根据产品的不同需求,制作出不同形状的冲棒,进行批量化的孔加工。尤其是在级进模具成套生产作业中,比如电脑的机箱,上面**有很多的散热孔,还有手机、许多的电器,机械上面都会用到,普通的钻床,或是车、铣床加工,只能加工出圆孔,而冲压的时候,大型冲床,同时加工出几百个孔。 冲头也叫凸模、上模、阳模、冲针等冲头是冲头是安装在冲压模具上的金属零件,应用于与材料的直接接触,使材料发生形变、裁切材料。模具冲头一般采用高速钢和钨钢等作为材质,有高速钢冲头和钨钢冲头等关于冲压加工方式的相关知识:安装在压力机上的模具装配了模具冲头之后直接与材料(金属或非金属)接触,使材料发生分离或塑性变形,从而获得所需的零件。冲压是在室温下,利用安装在压力机上的模具冲针对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。??国内的模具配件厂家生产冲头的精度均可以达到±0.002mm,居于国际水平。冲头的材料选择以高速钢为主,常用的材料有日本的SKH9、SKH55、SKH59美国的M2、M35、M42;材料的主要的特点是高速冲镦时材料能保持良好的红硬性,而且耐磨性也非常优异,并可以保证一定的韧性;也有部分的粉末高速钢材料,常用的为ASP23、ASP30、ASP60。 材料的性能忧于高速钢,但其价格高,而且库存不齐全,使用范围比较少。钨钢冲棒是近年来少数企业能生产的新品,主要是采用硬质合金生产,对材料的韧性要求很高,生产时的技术门槛也比较高,生产成本也很高,普遍用于不锈钢冷镦行业和重拉深领域。冲棒的表面处理冲棒的表面处理,随着我国的产品质量提升,越来越多的生产企业对提高冲棒的使用寿命非常高的期望,冲头表面镀钛处理**是一个非常好的选择;其优点在于镀钛后的工件尺寸控制比较好,厚度一般为2-3UM,冲棒的变形量也很少,非常适合冲棒的表面处理。镀钛后的冲棒表面摩擦系数减小、表面硬度增加,使得冲棒的耐磨性大大的增加,从而寿命也大大的延长。钛层的种类常用为TIN、TICN、TIALN、ALCRN等,可比性根据不同厂家的技术而定,不做过多的阐述。冲棒生产国内分布情况冲棒的生产厂家主要分布在我过的长三角和珠三角地区,冲棒的生产对原材料有很高的要求,主要以进口为主,也有国产材料陆续开发,但稳定性不够。另外冲头材料的热处理也是很有技术含量的,要结合冲头的具体使用环境设计出适合的淬火温度、回火温度、超冷时长等热处理工艺。 精密模具配套使用的硬质合金冲棒精度要求高,还有产品的一致性,要求批量生产的每一款冲棒都按照尺寸精度公差要求,能够实现模具使用寿命延长。作为模具配套使用的硬质合金冲棒,产品的一致性也很关键。冲压模具工作都是持续作业,对冲棒的使用寿命要求**成为了重点根据冲压的材质及厚度的不同,要选择不同的合金材料,一般情况下,被冲压产品越厚,硬质合金要选择硬度越低韧性越好的型号。材质越硬,硬质合金相对来说也要选择稍微硬度低一些的型号,这样可以有效的避免冲针被冲缺。而冲压比较薄的板材,或是硬度不高的,这种产品的孔加工,硬质合金冲棒可用硬度高一些的,这样**可以提高冲针的使用寿